
эпокси адгезив для металлов
Когда слышишь ?эпокси адгезив для металлов?, первое, что приходит в голову — это какая-то универсальная волшебная паста, которая склеит всё и навсегда. На деле же, это целая история с нюансами, где состав, подготовка и даже температура в цеху решают больше, чем громкое название на упаковке. Много раз видел, как люди берут первый попавшийся двухкомпонентный состав, мешают его кое-как на картонке, а потом удивляются, почему соединение отвалилось через месяц под вибрацией. Тут дело не в том, что клей плохой, а в том, что металл — он живой, особенно в строительстве и промышленной изоляции. Поверхность окисляется, температуры гуляют, нагрузки динамические. И вот тут начинается самое интересное.
Миф об универсальности и почему он опасен
Главный миф, с которым сталкиваешься постоянно — что существует один эпоксидный адгезив, подходящий для любого металла и любых условий. Это в корне неверно. Возьмём, к примеру, работы по монтажу или ремонту теплоизоляционных и звукоизоляционных конструкций — наша основная сфера. Там часто нужно присоединить крепёж, арматуру или залатать коррозию на металлической обшивке. Если взять стандартный эпоксидный состав, рассчитанный на статичные нагрузки в сухом помещении, и применить его на наружном трубопроводе с перепадами температур, результат будет плачевным. Адгезив просто отслоится, потому что коэффициент температурного расширения у него и у стали разный, и эластичности для компенсации этих движений не хватит.
Был у меня случай на одном из объектов по модернизации изоляции. Нужно было закрепить монтажные пластины из оцинковки на стальной балке в неотапливаемом ангаре. Использовали, как тогда казалось, хороший промышленный клей. Но зимой, после нескольких циклов ?минус-плюс?, соединения начали ?потрескивать?. Оказалось, в составе не было специальных пластификаторов для низкотемпературной работы, и он стал хрупким. Пришлось всё счищать и переделывать с другим материалом — уже с модифицированным полимерами, который сохранял некоторую упругость даже на морозе. Это был урок: всегда смотреть не на общее название, а на конкретные технические условия применения (ТУ).
Именно поэтому в нашей работе, например, в АО Чунцин Цзюйюань Пластмасса, подход к таким материалам всегда дифференцированный. Мы не ищем одну таблетку от всех болезней. Для задач строительной изоляции, где важна не только прочность, но и долговечность в агрессивных средах (скажем, при контакте с некоторыми видами утеплителей или в условиях повышенной влажности), требования к адгезиву формируются исходя из полного цикла эксплуатации конструкции. Это и есть та самая ?специализация и уникальность?, о которой говорится в принципах работы предприятия.
Подготовка поверхности — 80% успеха, о которой все забывают
Можно купить самый дорогой и продвинутый адгезив для металлов, но если поверхность подготовлена кое-как, все свойства уйдут в ноль. И это не просто теория. На практике ?подготовка? — это не просто протереть тряпкой. Для стали, особенно если есть следы старой краски, окалины или, что хуже всего, невидимой глазу плёнки масел, нужна абразивная обработка. Я предпочитаю пескоструйку, но если её нет, то хотя бы жёсткие шлифовальные диски до появления равномерного металлического блеска. И сразу после этого — обезжиривание. Не уайт-спиритом, а специальными составами, которые не оставляют плёнки. Потому что та же пыль от шлифовки, смешанная с обычным растворителем, может создать барьер.
Запомнил один провальный эксперимент в цеху. Мы тестировали новый состав для крепления алюминиевых профилей к стальному каркасу вентилируемого фасада. Всё делали вроде бы по инструкции, но обезжиривали тем, что было под рукой. Сцепление на отрыв показало цифры в два раза ниже паспортных. Стали разбираться — оказалось, в обезжиривателе были силиконы. Они дали временный эффект чистоты, но создали антиадгезионный слой. После перехода на ацетон и изопропиловый спирт в чистом виде результаты сразу вышли на норму. С тех пор у нас в протоколах работ для ответственных соединений прописан конкретный тип очистителя.
Этот опыт напрямую перекликается с нашим подходом к обучению на объектах. Когда АО Чунцин Цзюйюань Пластмасса поставляет комплексные решения по изоляции, мы всегда проводим инструктаж для монтажников. И ключевой пункт — не как мешать клей, а как готовить основу. Потому что даже самый инновационный материал можно загубить на этом этапе. И наоборот, правильно подготовленная поверхность иногда позволяет использовать менее дорогие составы без потери качества финального узла.
Выбор по типу нагрузки и среде: не всё решает прочность на сдвиг
В технических данных любого эпоксидного клея первым делом смотрят на прочность на сдвиг. Это важно, но не менее критичны устойчивость к отслаиванию (отрыву) и, что часто упускают, к вибрационным нагрузкам. Для статичных конструкций — одно дело. Но в том же промышленном строительстве, где по трубам или вентиляции идёт вибрация от оборудования, клей должен работать на усталость. У нас был проект по звукоизоляции инженерных коммуникаций в ЦОДе. Там нужно было приклеить демпфирующие маты к металлическим коробам. Стандартный жёсткий эпоксидник не подошёл — под постоянной низкочастотной вибрацией в нём пошли микротрещины. Применили состав с упругим наполнителем, кажется, на основе каучуковой модификации. Он ?дышал? вместе с металлом, и соединение осталось целым.
Вторая история — среда. Если соединение будет работать в условиях постоянной влажности или, например, в контакте с некоторыми видами минераловатных утеплителей (где возможны слабощелочные среды), нужен адгезив с повышенной химической стойкостью. Обычные эпоксиды могут постепенно гидролизоваться. Мы для таких задач в рамках своих разработок и подбора материалов для клиентов смотрим на составы с добавками, которые блокируют этот процесс. Информация об этом не всегда лежит на поверхности в паспорте, иногда приходится запрашивать у производителя подробные отчёты по испытаниям в конкретных средах.
Это как раз область, где принцип ?точности и инноваций? из описания https://www.cqjuyuansl.ru находит практическое воплощение. Подбор адгезива — это не про ?покрепче?, а про точное соответствие параметров материала реальным условиям эксплуатации узла. Иногда это означает, что для двух внешне похожих задач на одном объекте могут понадобиться два разных клея.
Температурный режим работы и жизнеспособность состава
Ещё один камень преткновения — температура. И не та, при которой соединение потом эксплуатируется (о ней все помнят), а та, при которой происходит смешивание и нанесение. Большинство эпоксидных составов для металлов имеют минимальную температуру применения +10°C или даже +15°C. Пробовали работать при +5°C? Состав становится вязким, плохо смешивается, не растекается, а главное — может не пройти полную полимеризацию внутри шва. Получается внешне твёрдая, но хрупкая и непрочная масса. Приходилось греть компоненты перед смешиванием в тёплой воде (строго в закрытой таре, чтобы не попала влага!), а иногда и прогревать саму склеиваемую зону строительным феном. Это лишние трудозатраты, но иначе — брак.
С другой стороны, есть и высокотемпературные составы. Но тут важно понимать разницу: одни рассчитаны на работу *при* высоких температурах (скажем, до +200°C), а другие требуют *нагрева для полимеризации*. Вторые часто дают максимальную прочность и химическую стойкость, но требуют специального оборудования — печей или термокамер. В условиях монтажа на стройплощадке это не всегда реализуемо. Поэтому в своих проектах мы заранее закладываем технологические возможности объекта. Если нет условий для горячего отверждения, ищем альтернативу среди материалов холодного отверждения с приемлемыми характеристиками.
Именно комплексный подход — от исследований до строительства, который декларирует компания, позволяет избегать таких тупиковых ситуаций. Когда ты не просто продаёшь материал, а отвечаешь за весь цикл, включая обучение и техподдержку на объекте, вопросы температурного режима прорабатываются на стадии проектирования решения, а не в последний момент на морозной площадке.
Практические заметки по работе и частые ошибки
В заключение — несколько разрозненных, но важных наблюдений из практики, которые редко встретишь в мануалах. Во-первых, о смешивании. Если двухкомпонентный состав, то мешать нужно тщательно, до абсолютно однородного цвета, но без фанатизма, чтобы не нахватать пузырей воздуха. И мешать ровно столько, сколько успеешь выработать за время его жизнеспособности. Видел, как ребята замешивают пол-литровую банку ?на всё сразу?, а через 20 минут он начинает ?греться? в ёмкости и быстро твердеть. Лучше несколько маленьких порций.
Во-вторых, о нанесении. На грубые, шероховатые поверхности клей нужно наносить с избытком, чтобы он заполнил все неровности. На гладкие, например, алюминий после механической обработки, слой может быть тоньше. И всегда после прижатия деталей должен выступить небольшой равномерный валик — это признак хорошего контакта и заполнения зазора. Если его нет, вероятно, клея недостаточно.
И последнее. Ни один, даже самый лучший эпокси адгезив, не заменит правильного конструктивного решения. Он — часть системы. Если соединение изначально спроектировано так, что работает только на отрыв, никакой клей долго не продержит. Нужно стараться переводить нагрузку на сдвиг, использовать механические фиксаторы как подспорье, проектировать соединения с большей площадью контакта. Адгезив — это мощный инструмент, но он не волшебство. Его сила раскрывается только в руках того, кто понимает и металл, и нагрузку, и ту среду, в которой им предстоит жить вместе долгие годы. И в этом, пожалуй, и заключается настоящая профессиональная работа.
Соответствующая продукция
Соответствующая продукция





Самые продаваемые продукты
Самые продаваемые продукты-
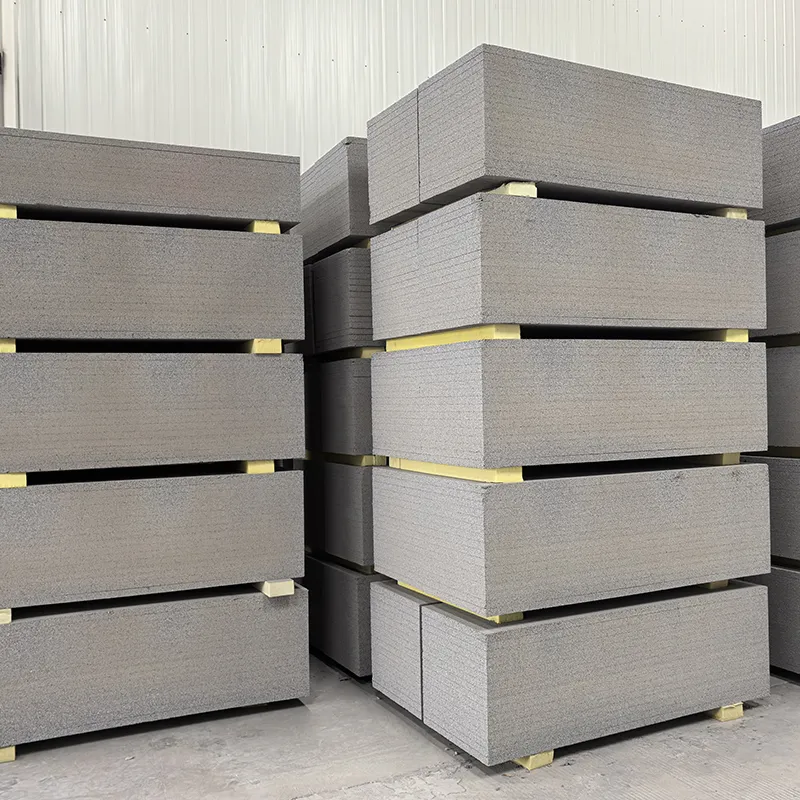
 Усиленная цементная теплоизоляционно-звукоизоляционная плита на основе вспененного композита
Усиленная цементная теплоизоляционно-звукоизоляционная плита на основе вспененного композита -
 Композитная неорганическая плита с сердечником из вакуумной теплоизоляции на основе остеклованных микросфер
Композитная неорганическая плита с сердечником из вакуумной теплоизоляции на основе остеклованных микросфер -
 Экструзионный пенополистирол XPS
Экструзионный пенополистирол XPS -
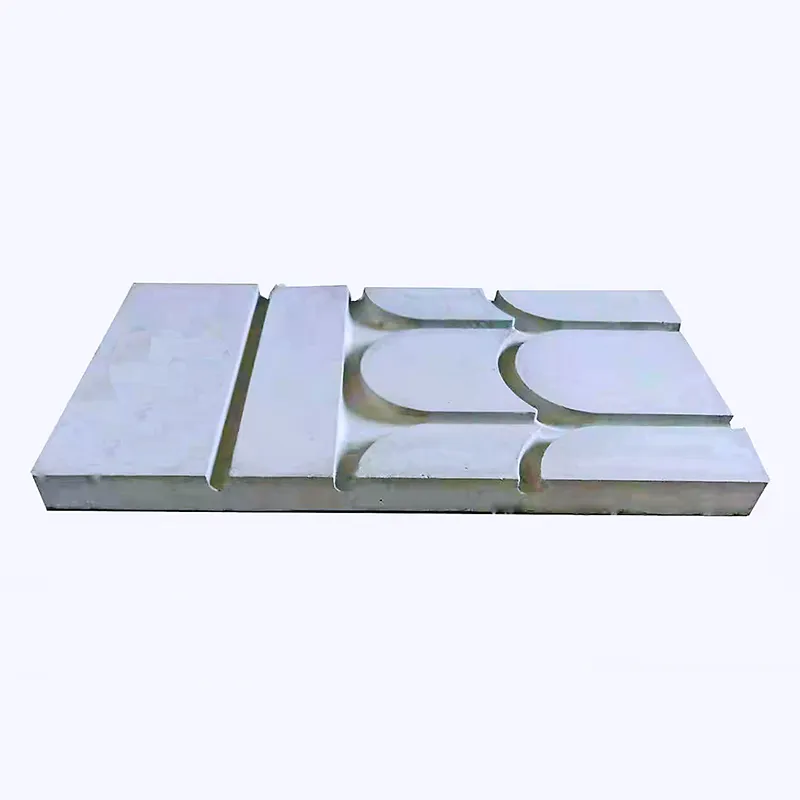
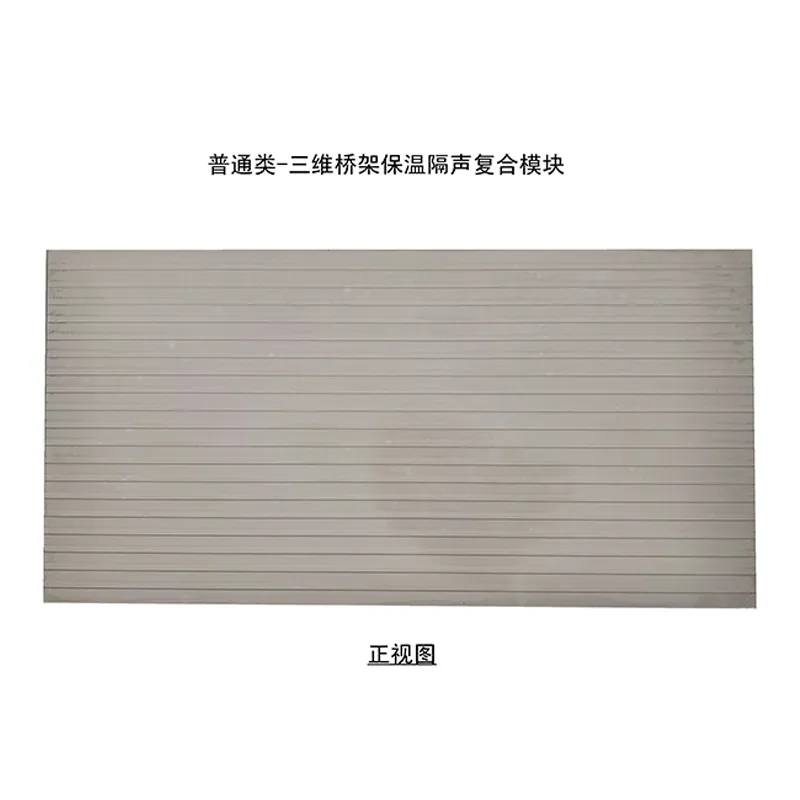 Трехмерный теплоизоляционно-звукоизоляционный композитный модуль для напольных систем
Трехмерный теплоизоляционно-звукоизоляционный композитный модуль для напольных систем -
 Неорганическая композитная теплоизоляционная плита на основе остеклованных микросфер (версия без вакуумного изоляционного сердечника)
Неорганическая композитная теплоизоляционная плита на основе остеклованных микросфер (версия без вакуумного изоляционного сердечника) -
 Пластиковый анкерный болт
Пластиковый анкерный болт -
 Штукатурный (отделочный) раствор
Штукатурный (отделочный) раствор -
 Щелочестойкая стеклосетка
Щелочестойкая стеклосетка -
 Декоративные элементы из пенополистирола EPS
Декоративные элементы из пенополистирола EPS -
 Несъемная опалубка с тепло- и звукоизоляцией для монолитного бетона
Несъемная опалубка с тепло- и звукоизоляцией для монолитного бетона -
 Несгораемая композитная теплоизоляционная плита из вспененного полистирола
Несгораемая композитная теплоизоляционная плита из вспененного полистирола -
 Клеевой раствор (Адгезионная смесь)
Клеевой раствор (Адгезионная смесь)



