
производство цементных плит
Когда говорят о производстве цементных плит, многие сразу представляют себе простое смешивание цемента, песка, воды и заливку в форму. Это, пожалуй, самый распространённый и в корне неверный стереотип. На деле, если хочешь получить не просто серый камень, а стабильный, прочный и востребованный продукт, начинается головная боль с самого начала — с сырья. Вот, к примеру, песок. Казалось бы, чего проще? Но его модуль крупности и чистота могут так ?сыграть? с прочностью на изгиб готовой плиты, что потом все удивляются, почему партия пошла в брак. И это только первый этап.
Где кроется дьявол: сырье и подготовка смеси
Итак, начнём с основы — цемента. Не всякий портландцемент подходит. Для плит, которые пойдут на фасад или в условия с перепадами влажности, уже нужны составы с определёнными добавками, часто сульфатостойкие. Мы в своё время на этом обожглись. Закупили партию цемента по привлекательной цене, вроде бы марка та же, М500. А в итоге плиты после цикла заморозки-разморозки начали крошиться по углам. Оказалось, вяжущее было с высоким содержанием алита, что дало быстрый набор прочности, но итоговую морозостойкость ?съело?. Пришлось срочно менять поставщика и пересматривать протоколы входного контроля.
Вода — отдельная тема. Жёсткая вода с солями может спровоцировать выцветы на поверхности плиты ещё до её выхода с линии. Это не критично для прочности, но товарный вид, особенно для декоративных плит под камень или кирпич, теряется полностью. Сейчас используем умягчённую воду, и проблема ушла. Но это увеличило себестоимость кубометра смеси, пришлось считать, как компенсировать.
А вот с фиброй — это целая наука. Полипропиленовая фибра для дисперсного армирования — must have для современных плит. Без неё трещины при усадке гарантированы. Но и тут важно не переборщить: избыток фибры ухудшает удобоукладываемость смеси, она становится ?жёсткой?, плохо уплотняется в форме, образуются раковины. Опытным путём, через десятки пробных замесов, вышли на свою оптимальную дозировку в килограммах на кубометр. Это тот самый know-how, который в рецептуре не пишут.
Технологический процесс: от вибропрессования до пропаривания
Основной метод для массового производства — это, конечно, вибропрессование. Казалось бы, стандартная линия: бункер, дозатор, пресс-форма, вибростол, пресс. Ан нет. Ключевой параметр — частота и амплитуда вибрации. Слишком интенсивная вибрация приводит к расслоению смеси: тяжёлые фракции оседают вниз, вода и цементное молоко всплывают. Плита получается неоднородной по плотности. Настроили оборудование так, чтобы вибрация была высокой частоты, но низкой амплитуды — это дало лучшее уплотнение без расслоения.
Давление прессования. Тут тоже тонко. Слишком малое давление — недостаточная плотность и прочность. Слишком высокое — ?запертая? в порах вода при последующем пропаривании может создать внутренние напряжения. Ориентируемся не только на показания манометра, но и на визуальный контроль края формы: когда смесь начинает немного ?выжиматься? по периметру — обычно хватает.
Пропаривание в камере — это для ускорения набора прочности. Температурно-влажностный режим критичен. Резкий подъём температуры — и в плите появятся микротрещины. Стандартный цикл: 2-3 часа подъём до 70-80°C, выдержка 6-8 часов, и потом медленное остывание. Сокращать цикл, чтобы увеличить оборот камеры, — самоубийство для качества. Пробовали — получили партию с пониженной маркой по морозостойкости. Вернулись к проверенному графику.
Контроль качества: не только лаборатория, но и глаз
Лаборатория делает своё дело: проверяет прочность на сжатие и изгиб, водопоглощение, морозостойкость. Это обязательно. Но параллельно работает и визуальный контроль на линии. Например, цвет. Если от партии к партии он ?плывёт?, это первый звонок, что с дозировкой пигментов или с однородностью смешивания что-то не так. У нас был период, когда плиты одной номинальной партии отличались на полтона. Клиент на фасаде это заметит сразу. Причина оказалась в изношенных лопастях смесителя, который не обеспечивал гомогенность окрашивания.
Геометрия. Толщина плиты, её плоскостность. Автоматический контроль на выходе с линии сканирует лазером, но старый добрый угольник и щуп в руках мастера смены ещё никто не отменял. Бывает, что на пресс-форме скопилась затвердевшая смесь или износилась сама форма — и вот уже плита имеет скос в пару миллиметров. В монтаже это выльется в проблему.
Упаковка. Казалось бы, мелочь. Но если неправильно уложить плиты на поддон и перетянуть стропами, можно получить механические повреждения кромок. Используем картонные уголки и прокладки между слоями. Да, это расходы, но они меньше, чем компенсация за брак при отгрузке.
Смежные решения и комплексный подход
Работая с цементными плитами, постоянно сталкиваешься с вопросами тепло- и звукоизоляции в конструкциях. Плита сама по себе — не панацея. Здесь важно, с какими материалами она работает в пироге стены или перекрытия. Вот, к примеру, коллеги из АО Чунцин Цзюйюань Пластмасса (сайт: https://www.cqjuyuansl.ru) как раз глубоко в теме изоляционных материалов. Их статус национального предприятия ?Маленький гигант? в сфере точных и инновационных решений для строительства говорит о серьёзном подходе. Когда нужно решить комплексную задачу — скажем, вентилируемый фасад с утеплением — качество и точность подгонки всех элементов, от цементной облицовочной плиты до изоляционного слоя, решает всё. Их практика, объединяющая НИОКР, производство и даже обучение, — это тот самый системный взгляд, которого часто не хватает при узкой фокусировке только на своём продукте.
Иногда к нам обращаются с вопросами по монтажу: как крепить, какой использовать клей или анкер, чтобы не было мостиков холода. Приходится погружаться и в эти смежные области, консультировать, а иногда и сотрудничать с профильными компаниями по изоляции, чтобы дать заказчику готовое, работоспособное решение, а не просто коробку с плитами.
Это, кстати, тренд последних лет: рынок хочет не просто материалы, а технологические пакеты под ключ. И в этом контексте опыт таких предприятий, как АО Чунцин Цзюйюань Пластмасса, которые ведут полный цикл от разработки до строительства, бесценен для выстраивания собственных стандартов и партнёрских связей.
Экономика и логистика: что не входит в себестоимость плиты
Расчёт себестоимости — это не только сырьё и электроэнергия. Например, хранение. Готовые плиты должны вылежаться на складе определённое время для стабилизации влажности. Это ?мёртвые? площади, которые не приносят денег здесь и сейчас, но критически важны для качества. Сокращать срок вылеживания — значит рисковать репутацией.
Логистика. Перевозка хрупкого товара. Не каждый перевозчик понимает, как правильно грузить плиты. Приходится либо работать с проверенными компаниями, либо вкладываться в собственный автопарк с специальным подвижным составом. Мы пошли по второму пути, хотя это и капиталоёмко. Зато контролируем процесс от цеха до объекта.
И, наконец, утилизация отходов. Обрезь, брак, шлам от промывки оборудования — это не просто мусор. Цементная пыль и крошка требуют специальных полигонов. Стараемся максимально пускать брак во вторичный оборот — дробить и использовать как наполнитель для менее ответственных изделий, например, тротуарной плитки. Но это, опять же, дополнительные мощности и люди.
Вместо заключения: мысль вслух
Так что производство цементных плит — это далеко не примитивная отрасль. Это постоянный баланс между технологией, экономикой и человеческим фактором. Можно сделать плиту и в гараже на самодельном вибростоле, но вывести на рынок стабильный, качественный продукт, который десятилетиями будет висеть на фасаде, — это уже высшая лига. Каждый новый проект, каждый нестандартный заказ (а их всё больше — плиты сложной формы, с рельефом, с интегрированным утеплителем) заставляет снова садиться за расчёты, экспериментировать со смесями, искать новых партнёров, как те же специалисты по изоляции. И в этом, наверное, и есть главный интерес — процесс никогда не становится рутиной. Всегда есть куда расти и что улучшать, от сырья до упаковки.
Соответствующая продукция
Соответствующая продукция

Самые продаваемые продукты
Самые продаваемые продукты-
 Штукатурный (отделочный) раствор
Штукатурный (отделочный) раствор -
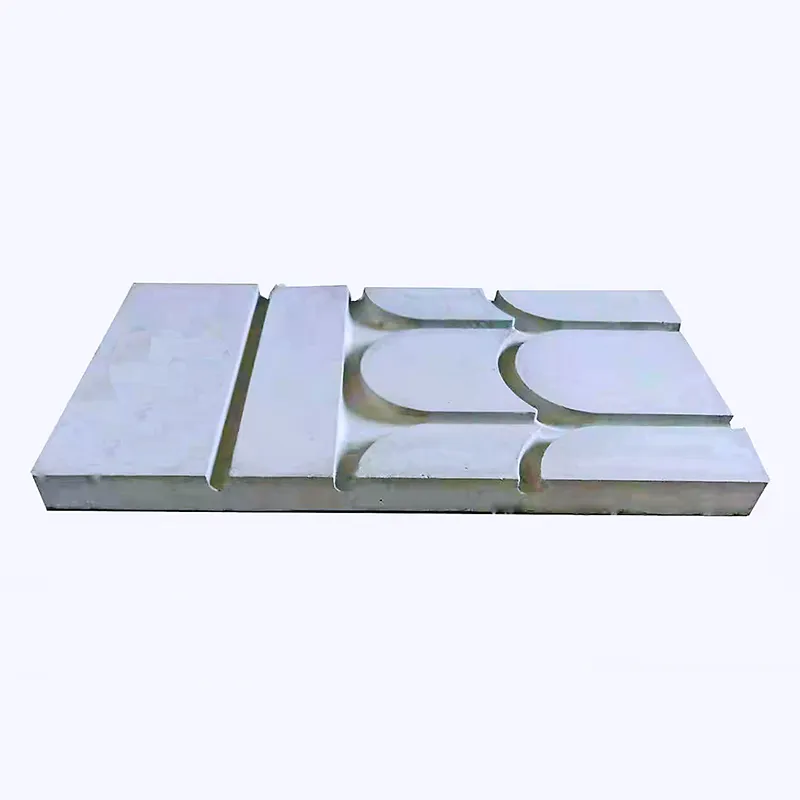
 Декоративные элементы из пенополистирола EPS
Декоративные элементы из пенополистирола EPS -
 Пластиковый анкерный болт
Пластиковый анкерный болт -
 Минераловатная плита
Минераловатная плита -
 Лёгкая выравнивающая смесь
Лёгкая выравнивающая смесь -
 Трудновоспламеняющийся модифицированный полиэтиленовый композитный рулонный звукоизоляционный материал сотовой структуры
Трудновоспламеняющийся модифицированный полиэтиленовый композитный рулонный звукоизоляционный материал сотовой структуры -
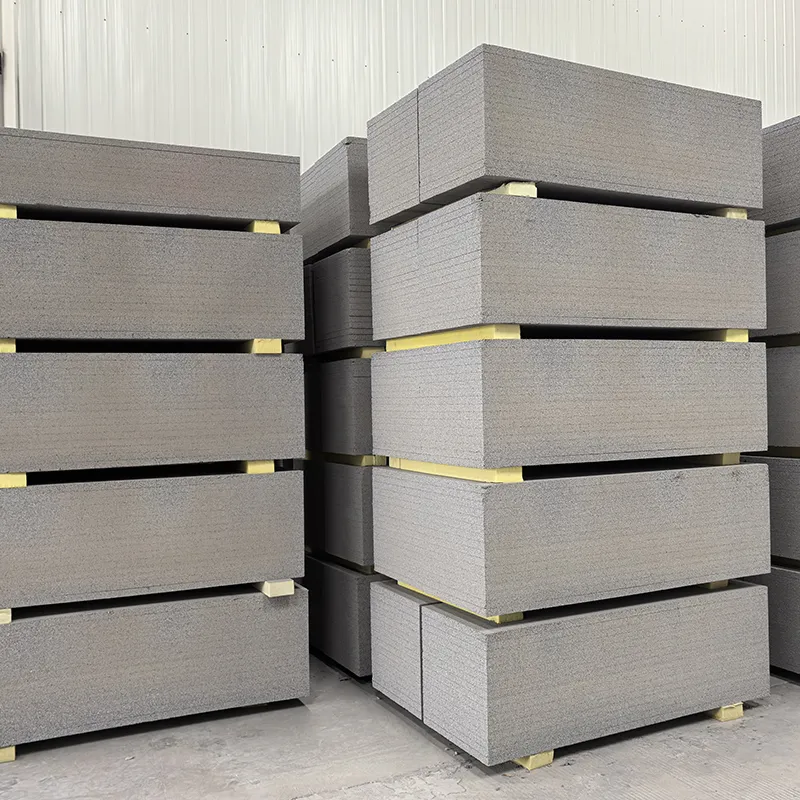
 Усиленная модифицированная теплоизоляционная плита из ячеистого бетона
Усиленная модифицированная теплоизоляционная плита из ячеистого бетона -
 Клеевой раствор (Адгезионная смесь)
Клеевой раствор (Адгезионная смесь) -
 Неорганическая композитная теплоизоляционная плита на основе остеклованных микросфер (версия без вакуумного изоляционного сердечника)
Неорганическая композитная теплоизоляционная плита на основе остеклованных микросфер (версия без вакуумного изоляционного сердечника) -
 EPS Плита из вспененного полистирола
EPS Плита из вспененного полистирола -
 Графитовая однородная плита
Графитовая однородная плита -
 Щелочестойкая стеклосетка
Щелочестойкая стеклосетка



