
плиты теплоизоляционные завод
Когда говорят ?плиты теплоизоляционные завод?, многие представляют просто цех с линией, где нарезают пенопласт или минеральную вату. Это в корне неверно. Настоящий завод — это прежде всего контроль сырья, технологического цикла и, что самое сложное, стабильности характеристик от партии к партии. Я много лет работаю с разными поставщиками, и разница между ?производителем? и ?сборочным цехом? колоссальна. Вот, к примеру, взять АО Чунцин Цзюйюань Пластмасса — их статус ?Маленького гиганта? в Китае говорит не о размерах, а о подходе: специализация, уникальность, инновации. Это не просто слова в описании компании. Когда ты на месте видишь, как выстроен процесс от лаборатории НИОКР до отгрузки, понимаешь, что теплоизоляционная плита — это продукт инженерной мысли, а не просто товар на складе.
Сырье: где начинаются все проблемы и решения
Первый камень преткновения для многих — сырьевая база. Можно купить гранулы полистирола подешевле, с нестабильным гостом, и выдавить из них плиты. Плотность вроде бы та же, но коэффициент теплопроводности плавает, геометрия ?ведет? после двух недель на объекте. Мы через это проходили. Поэтому сейчас смотрим в первую очередь на протоколы входного контроля у завода. У того же Чунцин Цзюйюань, судя по их открытым данным, свой исследовательский центр плотно работает с поставщиками сырья, а не просто принимает сертификаты. Это дорого, но это единственный способ гарантировать, что плиты теплоизоляционные через пять лет не просядут и не потеряют заявленные R-значения.
Еще один момент — разнообразие сырья под разные задачи. XPS для фасадов, фундаментов, плоских кровель — это по сути разные продукты. На одном и том же основном сырье, но с разными добавками — антипиренами, стабилизаторами, модификаторами. Завод, который делает ?все из одного?, обречен на среднее качество. Специализация, о которой говорит компания в своем описании, здесь как раз к месту: они не пытаются охватить все рынки, а фокусируются на строительной изоляции, доводя до ума конкретные линейки. Это видно по ассортименту.
Лично сталкивался с ситуацией, когда для объекта с повышенными требованиями по пожарной безопасности привезли плиты от ?универсального? производителя. В лабораторных условиях все горело в пределах нормы, а в реальной конструкции, с мостиками холода и стыками, поведение было непредсказуемым. После этого начал глубоко копать в технологические карты. Оказалось, что многие просто используют стандартный антипирен, не адаптируя рецептуру под плотность и структуру плиты. А это уже вопрос к глубине НИОКР на предприятии.
Технологический цикл: между давлением и точностью
Собственно, производство плит — это экструзия. Казалось бы, процесс известный. Но дьявол в деталях. Температура экструзии, давление, скорость вытяжки — малейший сбой, и в плите появляются внутренние напряжения или неоднородная ячеистая структура. На старом заводе, где я бывал, оператор ?чувствовал? линию по опыту, подкручивал вентили. Сейчас в современных производствах, таких как, вероятно, налажено у Чунцин Цзюйюань Пластмасса, это полностью компьютеризированный процесс с обратной связью. Датчики следят за параметрами в реальном времени. Это не для галочки ?высокотехнологичное предприятие?, а для стабильности. Плита с края рулона и из середины должна быть идентичной.
Очень важный этап — резка и калибровка. Здесь многие экономят, ставя простые гильотинные ножи. В итоге кромка получается неидеальной, и при монтаже возникают щели — те самые мостики холода. Хороший завод имеет точные станки с ЧПУ для резки, которые обеспечивают геометрическую точность до миллиметра. Это напрямую влияет на скорость монтажа и качество конечного узла. На своем сайте компания указывает на интеграцию ?производства, продаж и строительства?. Это намекает на то, что они понимают проблему стыков не теоретически, а с практической стороны, возможно, имея свои монтажные бригады или тесный feedback от строителей.
После резки идет упаковка. Казалось бы, мелочь. Но как часто привезенные на объект плиты оказываются деформированными из-за хлипкой стрейч-пленки или неправильной укладки в паллет! Это тоже часть культуры производства. Пачка плит должна быть единым, жестким блоком, который не развалится при перегрузке. Это уважение к своему продукту и к клиенту.
Контроль качества: не ?прошло ОТК?, а постоянный процесс
Лаборатория на заводе — это не комната с парой приборов для галочки в сертификате. Это нервный центр. Контроль должен быть на каждом этапе: сырье, расплав, промежуточный продукт, готовая плита. И выборочно — из уже упакованной партии. Мы как-то заказали партию для ответственного объекта и настояли на присутствии нашего технолога при выборочных испытаниях готовой продукции. Увидели, как проверяют не только теплопроводность и плотность, но и прочность на сжатие при 10% деформации, водопоглощение, паропроницаемость. И самое главное — стабильность этих показателей по всему объему партии.
Многие производители дают идеальные цифры в лабораторных условиях на образцах, специально для этого приготовленных. А в реальной партии разброс может быть значительным. Поэтому важно, чтобы испытания были рутинными, массовыми. Описание компании как объединяющей ?исследования и разработки, производство, продажи? говорит о том, что цикл замкнут: данные с построечных испытаний и жалобы (если вдруг) с объектов должны возвращаться в лабораторию и вносить коррективы в технологию. Без этого развития нет.
Один из самых показательных тестов — долговременное водопоглощение. Плиту погружают на 28, а лучше на 90 дней и смотрят, сколько она наберет воды. Дешевые плиты ?пухнут? как губка, их теплозащитные свойства падают катастрофически. Качественный теплоизоляционный завод обязательно проводит такие длительные тесты, даже если они не всегда прописаны в местных стандартах. Это вопрос репутации.
Логистика и упаковка: последний рубеж перед объектом
Отгрузить качественную плиту — полдела. Нужно, чтобы она в целости дошла до стройплощадки. Здесь важна продуманная логистика. Размеры паллетов, способ крепления в фуре, маркировка. Часто на объект приходит материал от разных заводов, и монтажники путаются, где какая плотность, где фасадная, а где для фундамента. Хороший производитель делает четкую, стойкую маркировку на каждой плите и на упаковке. На сайте cqjuyuansl.ru, кстати, видно внимание к деталям в презентации продукции — это косвенно может говорить о подобном подходе и на производстве.
Еще один больной вопрос — хранение на объекте. Плиты нельзя бросать под открытым небом, тем более XPS, который хоть и влагостойкий, но УФ-излучение его разрушает. Ответственный поставщик всегда дает четкие инструкции по складированию. А идеально — если у завода есть собственная служба логистики, которая контролирует процесс отгрузки-доставки-приемки. Это уровень сервиса, который отличает лидера от рядового игрока.
Бывало, получал плиты, упакованные так, что для разгрузки нужен был не просто манипулятор, а ювелирная работа. Все из-за экономии на паллетах и пленке. В итоге — порванная упаковка, загрязненные торцы плит, претензии. Теперь это один из пунктов в предварительном аудите поставщика.
Применение и обратная связь: замыкание цикла
Завод, который ограничивается только продажей плит, теряет огромный пласт информации. Самые ценные данные приходят с объектов. Как ведет себя плита в конкретном узле? Как ее режут монтажники? Какие проблемы со стыковкой? Компании, которые, как АО Чунцин Цзюйюань Пластмасса, заявляют об интеграции ?строительства и обучения?, по идее, должны этот цикл замыкать. Обучение — это не только про монтажников, но и про проектировщиков, которым нужно правильно рассчитывать толщину изоляции, точки росы.
У нас был пилотный проект, где использовалась система утепления с конкретными плитами от конкретного завода. Представители завода приезжали не только на старте, но и в середине, и по окончании монтажа, брали интервью у рабочих, фотографировали узлы. Потом мы получили небольшой отчет с рекомендациями. Это бесценно. Это превращает поставщика в партнера. И это, на мой взгляд, и есть та самая ?философия производства?, когда завод по производству теплоизоляционных плит чувствует ответственность за свой продукт не до момента отгрузки со склада, а до момента окончания срока службы здания.
Конечно, не все так идеально. Бывают и неудачи, когда расчетные характеристики не совпадают с реальными из-за ошибок монтажа, которые завод не мог предвидеть. Но именно тогда и видно, как компания реагирует: ищет причину, помогает решить проблему, а не просто ссылается на сертификат. Это и есть признак ?гиганта?, пусть и ?маленького?.
В итоге, выбирая плиты теплоизоляционные, смотришь не на цену за кубометр в первую очередь. Смотришь на то, как выстроены процессы на заводе, насколько глубоко там понимают физику теплоизоляции и проблемы строительства. Это сложно оценить по каталогу, но можно понять по деталям, по открытости информации, по готовности обсуждать не только продажу, но и технологию. Вот это и есть главный критерий.
Соответствующая продукция
Соответствующая продукция




Самые продаваемые продукты
Самые продаваемые продукты-
 Декоративные элементы из пенополистирола EPS
Декоративные элементы из пенополистирола EPS -
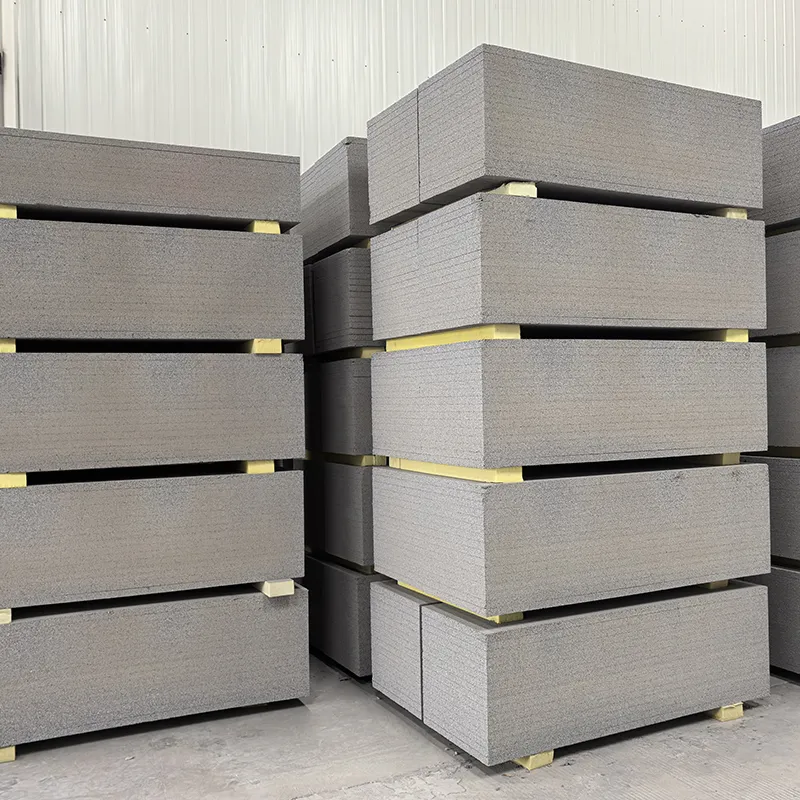
 Композитная неорганическая плита с сердечником из вакуумной теплоизоляции на основе остеклованных микросфер
Композитная неорганическая плита с сердечником из вакуумной теплоизоляции на основе остеклованных микросфер -
 Неорганическая композитная теплоизоляционная плита на основе остеклованных микросфер (версия без вакуумного изоляционного сердечника)
Неорганическая композитная теплоизоляционная плита на основе остеклованных микросфер (версия без вакуумного изоляционного сердечника) -
 Графитовая однородная плита
Графитовая однородная плита -
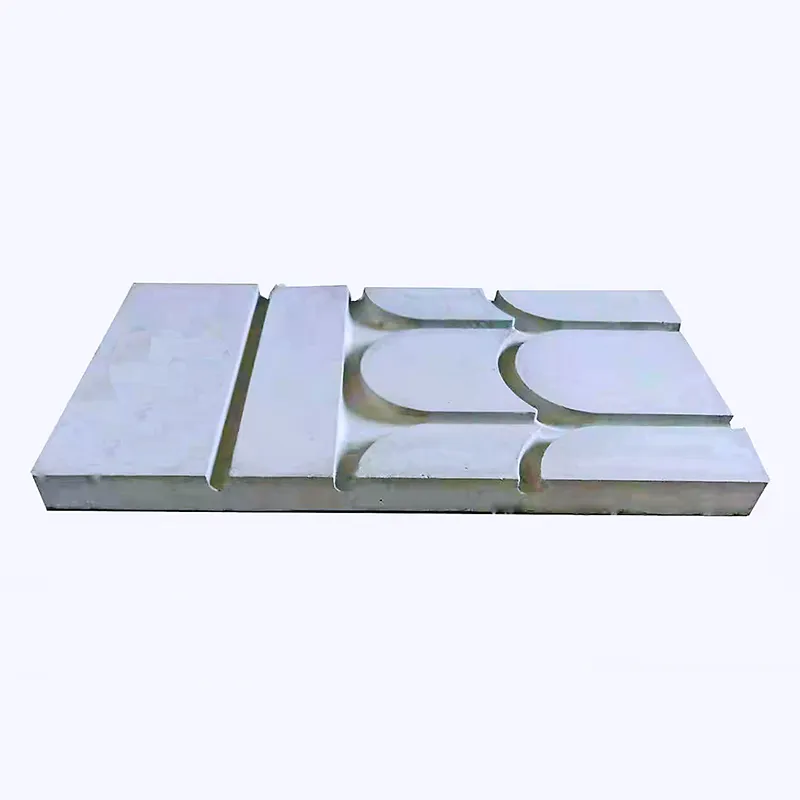
 Несъемная опалубка с тепло- и звукоизоляцией для монолитного бетона
Несъемная опалубка с тепло- и звукоизоляцией для монолитного бетона -
 Усиленная цементная теплоизоляционно-звукоизоляционная плита на основе вспененного композита
Усиленная цементная теплоизоляционно-звукоизоляционная плита на основе вспененного композита -
 Шпатлевка
Шпатлевка -
 Лёгкая выравнивающая смесь
Лёгкая выравнивающая смесь -
 EPS Плита из вспененного полистирола
EPS Плита из вспененного полистирола -
 Плоская монолитная плита перекрытия с несъемной опалубкой из легкого бетона на стальном каркасе
Плоская монолитная плита перекрытия с несъемной опалубкой из легкого бетона на стальном каркасе -
 Щелочестойкая стеклосетка
Щелочестойкая стеклосетка -
 Клеевой раствор (Адгезионная смесь)
Клеевой раствор (Адгезионная смесь)
Связанный поиск
Связанный поиск- поперечное армирование плиты перекрытия
- упаковка плит минераловатных
- серия железобетонные плиты перекрытия
- дюбель хомут нейлон белый
- экструзионный пенополистирол фундамент
- полуцилиндры из экструзионного пенополистирола
- двухсторонний крепежный элемент
- фасадный дюбель купить
- экструзионный пенополистирол изобокс
- гипс корсет



