
вспененный листовой пенополистирол
Когда говорят ?вспененный листовой пенополистирол?, многие сразу представляют себе просто белые плиты для утепления балкона. Но на деле, между партией гранул PS и готовой, стабильной плитой на стройплощадке — целая цепочка нюансов, где можно наступить на грабли десятком разных способов. Вот об этих граблях и о том, как их обходить, и пойдет речь. Не как в учебнике, а как на практике.
Сырье — это не просто ?гранулы?
Первое, с чем сталкиваешься — выбор сырья. Не всякий полистирол общего назначения (GPPS) подойдет для получения плиты с нужной прочностью на сжатие и долговечной геометрией. Бывало, брали ?что подешевле?, а потом на объекте плиты через полгода давали усадку или крошились по краям. Ошибка в том, что смотрят на плотность готовой плиты, забывая про молекулярную массу и распределение гранул по фракциям в самом сырье.
У нас в АО Чунцин Цзюйюань Пластмасса на этом этапе всегда идет двойной контроль: паспорт от производителя сырья и собственная проверка на текучесть расплава. Кажется, мелочь? Но именно она определяет, как поведет себя материал при многократном вспенивании и последующем старении. Нестабильное сырье — гарантия брака в партии.
И вот еще что: многие забывают, что вспененный листовой пенополистирол — это материал, чувствительный к условиям предвспенивания. Температура пара, время выдержки в предвспенивателе — тут нет универсальных рецептов. Под каждую марку сырья, под каждую целевую плотность (скажем, 15 кг/м3 для фасада или 35 кг/м3 для пола под стяжку) параметры приходится подбирать заново. Иногда буквально ?на глазок?, по опыту, глядя на то, как гранулы сыплются из камеры.
Процесс формовки: где рождается геометрия
Следующий ключевой этап — формовка блоков. Казалось бы, технология старая, все известно. Но именно здесь чаще всего теряется качество. Основная проблема — неравномерное распределение пара в форме, ведущее к разной плотности внутри блока. В итоге при резке получаются листы, у которых одна половина может быть упругой, а другая — рыхлой.
Мы через это прошли. Решение оказалось не в покупке супердорогого оборудования, а в доработке системы парораспределения и, что важно, в режиме вылеживания (?созревания?) блоков после формовки. Свежесформованный блок — как тесто, ему нужно время, чтобы стабилизироваться, выровнять внутреннее давление и влажность. Резать его сразу — значит гарантировать последующую деформацию листов. На нашем производстве вылеживание — не менее 24 часов, а для плотностей выше 25 кг/м3 — и все 48. Это правило, от которого не отступаем.
Кстати, о резке. Струнные станки — отдельная тема. Натяжение струны, скорость подачи блока, его температура — все влияет на качество кромки. Сколы, ?волна? на поверхности реза — это прямой путь к проблемам при монтаже, к мостикам холода. Наш технолог может полдня провести, регулируя один только нагрев струны, чтобы добиться идеально ровного, почти глянцевого среза для ответственных объектов.
Что скрывает маркировка плотности?
Вот тут — сплошные подводные камни для заказчика. Все привыкли спрашивать: ?Какая плотность??. И слыша в ответ ?25-я?, думают, что все понятно. Но плотность — не единственный показатель. Гораздо важнее — прочность на сжатие при 10% деформации и прочность на изгиб. Можно сделать плиту с высокой кажущейся плотностью, но с низкой прочностью из-за некачественного сырья или нарушений в процессе вспенивания.
Мы всегда настаиваем на проверке по ГОСТу или актуальному EN 13163. И сами проводим выборочные испытания каждой партии. Были случаи, когда при заявленной плотности 30 кг/м3 прочность на сжатие едва дотягивала до норм для 15-й. Причина — слишком быстрое охлаждение блока, из-за чего не успела сформироваться прочная структура ячеек.
Поэтому наш подход, как предприятия, ориентированного на ?точность и специализацию? (это не просто слова из описания АО Чунцин Цзюйюань Пластмасса, а реальный принцип работы), — привязывать каждую партию вспененного листового пенополистирола не только к паспорту плотности, но и к протоколу механических испытаний. Это сразу отсекает множество возможных претензий на объекте.
Логистика и хранение — финальный тест на прочность
Можно сделать идеальную плиту, а потом испортить ее на этапе доставки. Основные враги здесь — солнце и неправильная укладка. УФ-излучение буквально ?съедает? поверхностный слой, плита желтеет и становится хрупкой. Поэтому транспортировка только в закрытом транспорте или под плотным тентом. Хранение на площадке — обязательно под навесом, в штабелях, а не навалом.
Частая ошибка монтажников — складирование плит рядом с активными работами, где на них может попасть растворитель, бензин, краска. Пенополистирол их ?впитывает?, и последствия непредсказуемы — от размягчения до полного растворения. Приходится проводить ликбезы с прорабами, показывать, что происходит с материалом после контакта с химией. Информация об этом есть и на нашем сайте cqjuyuansl.ru в разделе по применению материалов.
И еще про упаковку. Пленка должна быть не просто для вида. Она защищает от пыли и, что важно, от случайного попадания капель дождя. Намокшая плита — это потеря теплозащитных свойств до полного высыхания и риск появления плесени под ней на стене. Каждый раз, отправляя машину, проверяем целостность упаковки. Мелочь, которая сохраняет репутацию.
Спецприменения и частые вопросы
Помимо стандартного фасадного утепления, все чаще запрашивают материал для специфичных задач. Например, для утепления фундаментов или цоколей с обратной засыпкой грунтом. Тут критична не только плотность и прочность на сжатие, но и стойкость к длительному контакту с влагой и грунтовой химией. Обычный вспененный листовой пенополистирол может не подойти, нужны марки с добавками, повышающими био- и химстойкость.
Еще один момент — звукоизоляция. Сам по себе пенополистирол — не лучший звукопоглотитель для воздушного шума, но в конструкциях плавающих полов или при изоляции ударного шума он работает за счет упругости. Важно правильно подобрать толщину и плотность, чтобы плита не проседала под нагрузкой, сохраняя демпфирующую прослойку. Мы наработали целую базу таких решений, которыми делимся с проектными организациями.
Часто спрашивают про горючесть. Да, материал горюч, группа Г3-Г4 в зависимости от добавок. Но в правильно спроектированной системе утепления (с негорючими штукатурными слоями, например) его применение регламентировано и безопасно. Задача производителя — честно информировать о свойствах, а не продавать ?негорючий пенопласт?, которого в природе не существует. На этом, кстати, ломаются многие, кто гонится за дешевизной и пренебрегает пожарными нормами.
Вместо заключения: почему это не товар, а система
Так к чему все это? К тому, что качественный вспененный листовой пенополистирол — это не просто товар, который купил и привез. Это система, где важен каждый этап: от химии сырья до навыков монтажника. Как предприятие, которое занимается не только производством, но и обучением (это прямо заложено в нашей деятельности — ?объединение производства, продаж, строительства и обучения?), мы видим своей задачей донести эту мысль до всех участников цепочки.
Можно сделать дешевле, срезав углы на вылеживании или на контроле сырья. Но тогда это будет другой материал, с другими рисками для объекта. Мы в АО Чунцин Цзюйюань Пластмасса выбрали путь ?маленького гиганта? — не самого крупного, но того, кто делает ставку на точность и надежность в деталях. Потому что в строительстве, в итоге, важны не квадратные метры утеплителя, а теплый и долговечный дом. А он начинается с гранулы полистирола, из которой все и получается.
Соответствующая продукция
Соответствующая продукция



Самые продаваемые продукты
Самые продаваемые продукты-
 EPS Плита из вспененного полистирола
EPS Плита из вспененного полистирола -
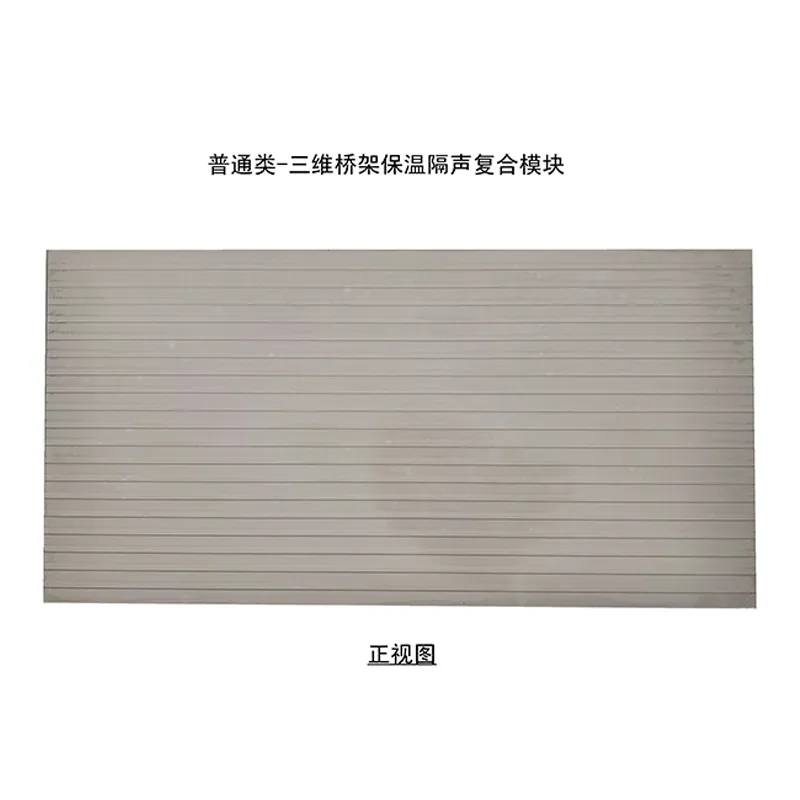
 Несъемная опалубка с тепло- и звукоизоляцией для монолитного бетона
Несъемная опалубка с тепло- и звукоизоляцией для монолитного бетона -
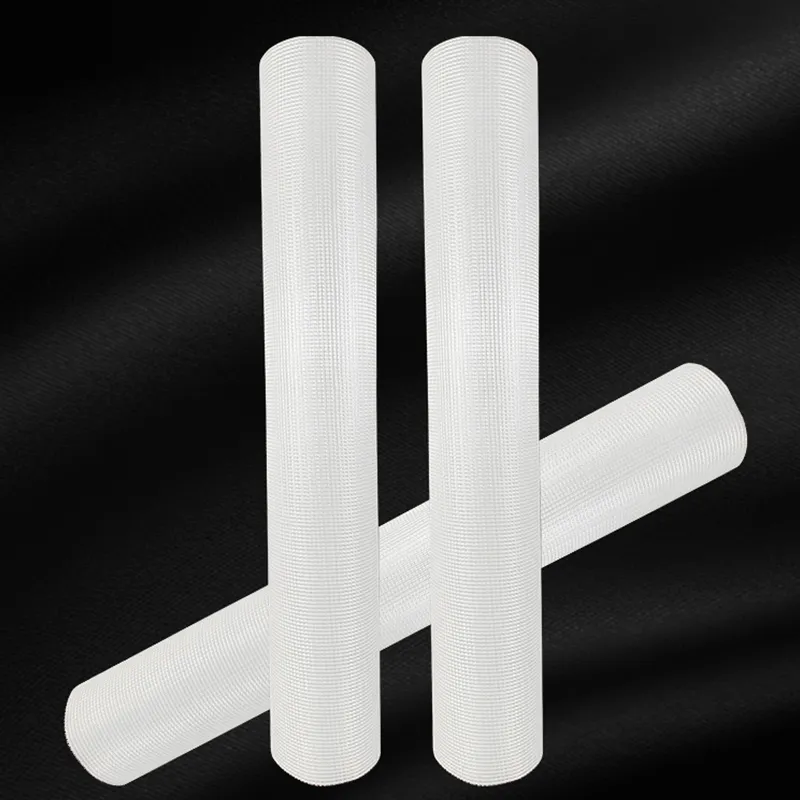 Щелочестойкая стеклосетка
Щелочестойкая стеклосетка -
 Лёгкая выравнивающая смесь
Лёгкая выравнивающая смесь -
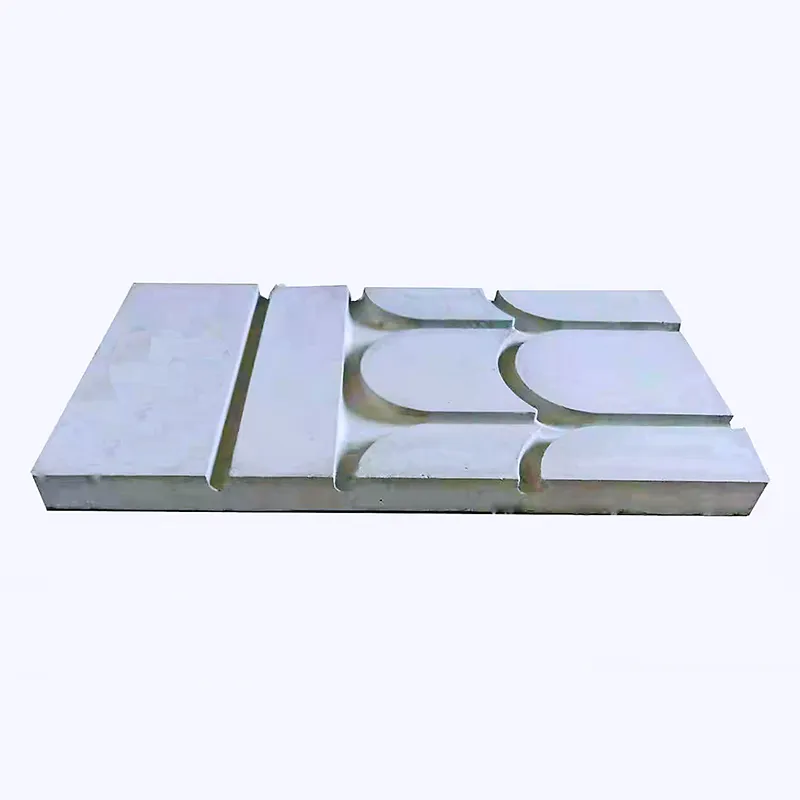
 Трудновоспламеняющийся модифицированный полиэтиленовый композитный рулонный звукоизоляционный материал сотовой структуры
Трудновоспламеняющийся модифицированный полиэтиленовый композитный рулонный звукоизоляционный материал сотовой структуры -
 Графитовая однородная плита
Графитовая однородная плита -
 Легкая гипсовая штукатурка
Легкая гипсовая штукатурка -
 Сэндвич-панели с декоративным покрытием
Сэндвич-панели с декоративным покрытием -
 Композитная неорганическая плита с сердечником из вакуумной теплоизоляции на основе остеклованных микросфер
Композитная неорганическая плита с сердечником из вакуумной теплоизоляции на основе остеклованных микросфер -
 Неорганическая композитная теплоизоляционная плита на основе остеклованных микросфер (версия без вакуумного изоляционного сердечника)
Неорганическая композитная теплоизоляционная плита на основе остеклованных микросфер (версия без вакуумного изоляционного сердечника) -
 Пластиковый анкерный болт
Пластиковый анкерный болт -
 Несгораемая композитная теплоизоляционная плита из вспененного полистирола
Несгораемая композитная теплоизоляционная плита из вспененного полистирола



