
адгезивы производство
Когда говорят про адгезивы производство, многие сразу представляют лабораторию с колбами, но на деле 80% проблем решается у смесителя на цеховом полу. Главное заблуждение — что можно взять чужую рецептуру и запустить. Не выйдет. Даже если скопируешь компоненты дословно, влажность в цеху другая, партия смолы иная, и вот уже адгезив тянется не так или схватывается быстрее, чем надо. У нас, в АО Чунцин Цзюйюань Пластмасса, с этим столкнулись на старте, когда пытались адаптировать немецкий состав для сэндвич-панелей. Формально всё повторили, а на выходе — отслоение через неделю. Пришлось пересматривать всю логику подбора пластификаторов.
Сырье и его капризы
Основа основ — это стабильность поставок. Берешь, допустим, полиуретановый преполимер. Одна партия — идеальная вязкость, другая — уже гуще. Если не делать входной контроль каждый раз (а его часто пропускают, чтобы не тормозить линию), потом получаешь брак в виде пузырей в клеевом шве. Мы работаем с изоляционными материалами, и адгезив должен не просто склеить, а сохранять эластичность при перепадах температур. Поэтому перешли на долгосрочные контракты с поставщиками сырья с жесткими ТУ. Но и это не панацея: хранилище должно быть сухим, иначе гидролиз начнется прямо в бочке.
Вот, к примеру, наполнители. Многие экономят, берут дешевый мел, а потом удивляются, почему прочность на отрыв падает. Мы в свое время провели серию тестов: тальк, диоксид кремния, мелкодисперсный карбонат. Выяснилось, что для наших пенополистирольных плит оптимален именно модифицированный тальк — он дает и тиксотропию, и не дает усадки. Но его надо вводить в строгой последовательности, иначе комкуется. Мелочь? На бумаге да. А на линии — простой на чистку смесителя.
Или история с водой. Казалось бы, чего проще. Но если в цеху жарко, вода из состава испаряется быстрее, чем успевает провзаимодействовать. Пришлось вводить в рецептуру гигроскопичные добавки, которые удерживают влагу именно на стадии начального схватывания. Это не из учебников, это с опыта, когда партия адгезива для звукоизоляционных мембран начала крошиться после нанесения. Разобрались — виновата была именно низкая влажность в цеху в тот день.
Оборудование: что в теории и что на практике
Диспергатор против обычной мешалки — это как небо и земля. Для адгезивов на основе акриловых дисперсий это критично. Если не добиться однородности, будут ?гнезда? с низкой адгезией. У нас стояла старая мешалка с прямым приводом — вечная проблема с подтеками на валах. Перешли на аппараты с частотным регулированием. Шум меньше, да и контроль за скоростью точнее. Но и тут нюанс: при слишком высоких оборотах адгезив может перегреться, инициируется преждевременная полимеризация. Приходится постоянно мониторить температуру в баке, особенно летом.
Линия нанесения — отдельная головная боль. Для производства адгезивов под изоляционные плиты мы используем щелевые экструдеры. Зазор должен быть выверен до микрона. Была ситуация: поменяли поставщика основы для плит, геометрия поверхности немного изменилась — и все, адгезив ложится неравномерно, полосами. Пришлось заново калибровать весь узел. А время — деньги. Теперь любой новый материал-субстрат тестируем не только на адгезию, но и на смачиваемость, чтобы сразу понимать, надо ли менять параметры нанесения.
Упаковка. Кажется, мелочь? Нет. Если адгезив чувствителен к кислороду (как некоторые МС-полимеры), то обычные ведра не подходят. Нужна барьерная упаковка с алюминиевым слоем. Мы сначала использовали простые пластиковые бочки — и получали жалобы, что верхний слой в бочке терял свойства при длительном хранении. Перешли на специальные контейнеры с клапаном. Дороже, но брак по этой причине исчез.
Контроль качества: не только протоколы
Лаборатория у нас своя, и это не для галочки. Каждая партия сырья — проверка на вязкость, pH, сухой остаток. Но главное — это модельные испытания. Делаем образцы-?сэндвичи? именно из тех материалов, с которыми адгезив пойдет в работу: минеральная вата, ЭППС, пенополиуретан. Выдерживаем в камере тепла-холода, потом на отрыв. Бумажные протоколы — это одно, а вот когда видишь, что на образце с ватой когезионный разрыв (материл порвался, а шов цел), — это показатель. Значит, адгезив сработал как надо.
Но лаборатория — это идеальные условия. На стройплощадке все иначе: пыль, перепады температур, неидеальная подготовка основания. Поэтому мы обязательно проводим выездные испытания. Был случай: адгезив для приклейки фольгированного утеплителя в лаборатории показывал отличные результаты. А на объекте в мороз фольга отслоилась. Оказалось, проблема в конденсате, который образовывался на поверхности фольги при резком перепаде. Пришлось дорабатывать состав, вводя компоненты, повышающие адгезию к влажным поверхностям.
Самый ценный инструмент контроля — обратная связь с монтажниками. Они первые видят, как материал ведет себя в реальности. ?Тянутся нити?, ?быстро садится?, ?плохо мажется? — эти жаргонные фразы для нас важнее десятка графиков. По их словам, кстати, доработали одну из наших пастообразных композиций — сделали ее менее липкой к шпателю, но без потери тиксотропии. Удовлетворить и технолога, и рабочего на объекте — это и есть искусство в производстве адгезивов.
Экономика процесса: где теряется маржа
Стоимость сырья — это только вершина айсберга. Основные потери — из-за переналадки линии и брака. Смена рецептуры с одного адгезива на другой — это промывка всего контура. Если делать это водой (для водных дисперсий), то потом образуются стоки, которые нужно утилизировать. Если растворителем — это дорого и опасно. Мы оптимизировали график производства: теперь близкие по составу продукты делаем последовательно, чтобы минимизировать промывки. Сэкономили около 15% на вспомогательных материалах.
Энергопотребление — еще один пункт. Смесители, насосы, системы обогрева баков. Установили частотные преобразователи и теплоизоляцию на все магистрали. Кажется, мелочь, но за год набегает существенная сумма. Эти сэкономленные средства можно направить на НИОКР. Как раз сейчас в АО Чунцин Цзюйюань Пластмасса идут испытания нового однокомпонентного адгезива на основе MS-полимеров для монтажа вентилируемых фасадов. Задача — уйти от двухкомпонентных систем, чтобы упростить работу на объекте.
Логистика хранения. Адгезивы с ограниченным сроком годности — это постоянный challenge. Нельзя сделать ?складскую подушку? на полгода. Работаем по принципу ?точно в срок?, но с учетом времени на входной контроль. Сложнее всего с продуктами, требующими особых условий (например, +5…+15°C). Пришлось строить отапливаемый склад с климат-контролем. Инвестиции большие, но без этого выходить на рынок с качественным продуктом невозможно. Подробнее о нашем подходе к технологиям можно узнать на cqjuyuansl.ru, где мы делимся некоторыми принципами работы.
Взгляд вперед: тренды и наши шаги
Сейчас весь мир сходит с ума по ?зеленым? адгезивам. Биоосновы, снижение летучих веществ. Это правильно, но в нашем сегменте (строительная изоляция) главное — долговечность и надежность. Нельзя жертвовать прочностью ради маркировки ?эко?. Наш путь — это снижение содержания пластификаторов на основе фталатов и поиск альтернатив растворителям. Уже есть опытные образцы водно-дисперсионных адгезивов для внутренних работ с почти нулевым запахом. Но для наружного применения, особенно в условиях российской зимы, пока без ?химии? не обойтись.
Другой тренд — универсальность. Заказчики хотят один адгезив и для пенопласта, и для бетона, и для металла. Это утопия. Каждый субстрат требует своего подхода. Мы движемся в сторону создания линейки специализированных продуктов, но с упрощенной логистикой применения. Например, один базовый состав и набор модифицирующих добавок на объекте. Но это пока в стадии идеи — сложно гарантировать стабильность при ручном смешивании в полевых условиях.
Что действительно меняется — это требования к скорости. Адгезивы с ?открытым временем? в 20 минут уже никого не устраивают. Монтажники хотят быструю первичную схватываемость, но при этом возможность поправить положение плиты в течение пары минут. Над этим балансом и бьемся. Последняя разработка — состав с контролируемым временем тиксотропии. Первые 3 минуты он течет, потом резко загустевает. Получилось это не с первого раза, несколько партий ушло в утиль, но результат того стоил. В этом, наверное, и есть суть адгезивы производство — бесконечные эксперименты, пробы, ошибки и редкие, но такие важные победы, когда продукт выходит на линию и работает как часы.
Соответствующая продукция
Соответствующая продукция




Самые продаваемые продукты
Самые продаваемые продукты-
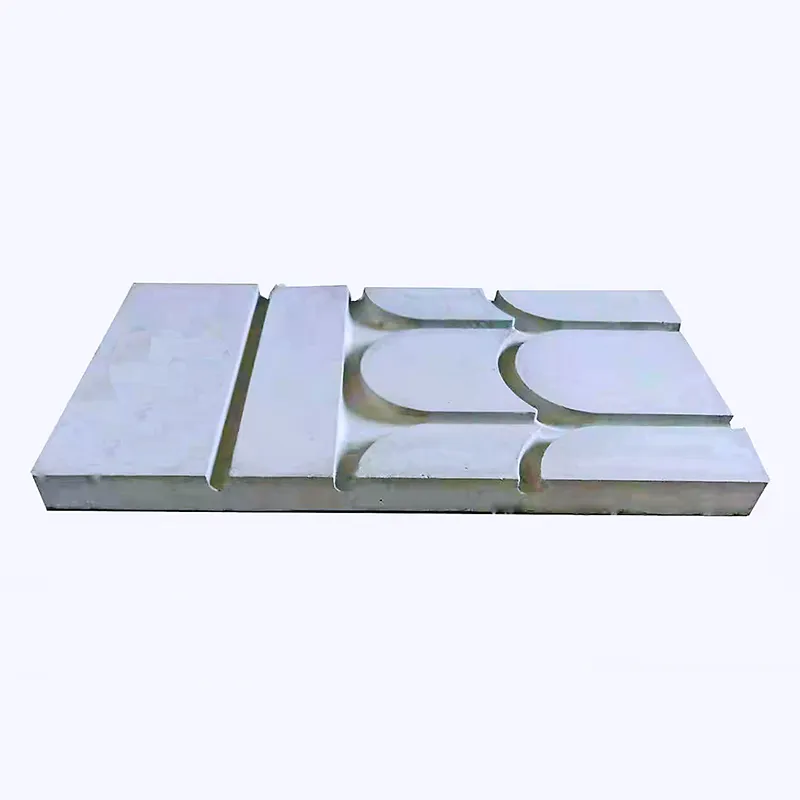
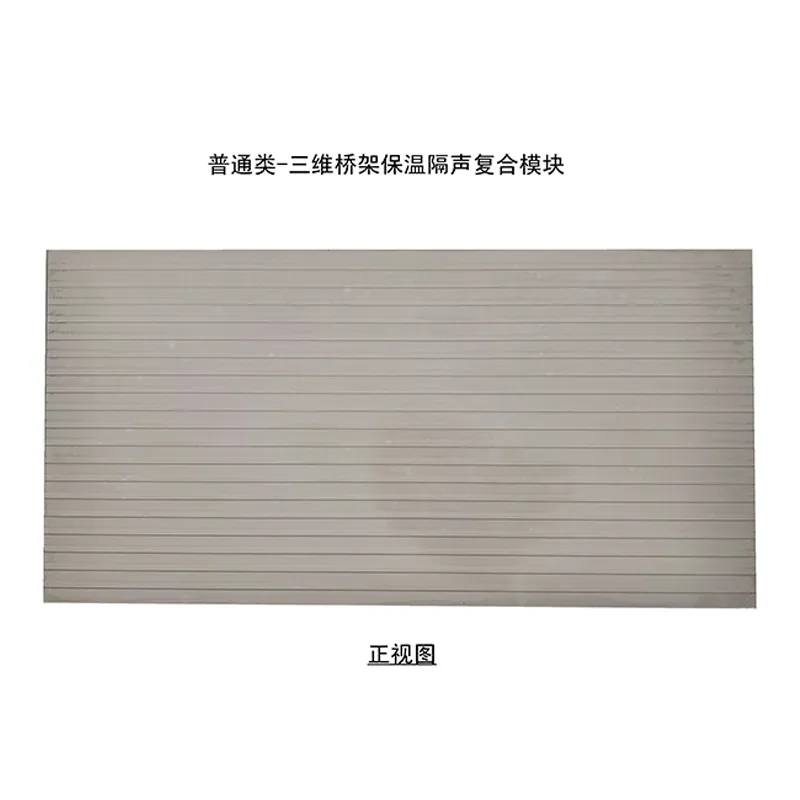 Трехмерный теплоизоляционно-звукоизоляционный композитный модуль для напольных систем
Трехмерный теплоизоляционно-звукоизоляционный композитный модуль для напольных систем -
 Усиленная цементная теплоизоляционно-звукоизоляционная плита на основе вспененного композита
Усиленная цементная теплоизоляционно-звукоизоляционная плита на основе вспененного композита -
 Пластиковый анкерный болт
Пластиковый анкерный болт -
 Плоская монолитная плита перекрытия с несъемной опалубкой из легкого бетона на стальном каркасе
Плоская монолитная плита перекрытия с несъемной опалубкой из легкого бетона на стальном каркасе -
 Легкая гипсовая штукатурка
Легкая гипсовая штукатурка -
 Шпатлевка
Шпатлевка -
 Минераловатная плита
Минераловатная плита -
 Трудновоспламеняющийся модифицированный полиэтиленовый композитный рулонный звукоизоляционный материал сотовой структуры
Трудновоспламеняющийся модифицированный полиэтиленовый композитный рулонный звукоизоляционный материал сотовой структуры -
 Лёгкая выравнивающая смесь
Лёгкая выравнивающая смесь -
 Графитовая однородная плита
Графитовая однородная плита -
 Композитная неорганическая плита с сердечником из вакуумной теплоизоляции на основе остеклованных микросфер
Композитная неорганическая плита с сердечником из вакуумной теплоизоляции на основе остеклованных микросфер -
 Штукатурный (отделочный) раствор
Штукатурный (отделочный) раствор



